(一)常壓之防腐處理
木材之常壓防腐處理主要如表1所示包括浸漬處理、噴塗處理、冷熱槽法及擴散處理等
以上方式與防腐塗料之使用方法相似,大多均使用於室內用途或不接地、不觸水亦不受淋洗之戶外環境。
表1、木材常壓處理方法
|
處理方法 |
原 理 |
處理的對象 |
特 點 |
|
浸泡或刷圖法 |
木材直接浸泡在防腐劑溶液中 |
單板和補救性防腐處理 |
簡單易行,但防腐劑滲透度較差 |
|
擴散法 |
木材直接浸泡在擴散性防腐劑溶液中,利用防腐劑的濃度梯度,擴散進入木材中 |
濕材(含水率高於30 %) |
滲透效果好,但需要較長時間處理。 |
|
熱冷槽 |
木材進入熱藥劑槽中,使材內氣體膨脹、排出;後轉入冷藥劑槽中,產生負壓,使處理溶液進入木材中 |
乾材和細木工製品 |
設備投資低,處理效果較好,但處理效率低 |

(二)加壓之防腐處理
木材之加壓防腐處理係依據中華民國國家標準CNS總號3000「加壓注入防腐處理木材」來施作,並使用工廠內之加壓注入處理裝置。
裝置須包含圖1所示之注藥罐、儲藥槽、壓力計、加壓泵、真空泵等設備以進行加壓防腐處理流程。
此法之原理係將木材防腐劑浸注至木材內部,使其分佈均勻並固定於木材內,形成對蟲蟻與腐朽菌等生物性危害有一定程度之毒性或抗性之保護作用,已達防腐防蟲功效。
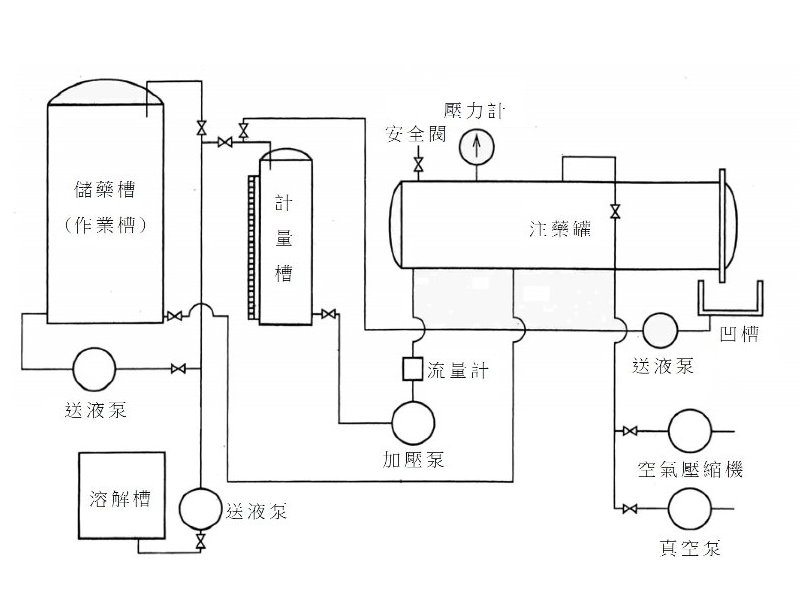
圖1、加壓注入處理裝置圖例。(擷自中華民國國家標準CNS總號3000加壓注入防腐處理木材)
欲進行加壓注入防腐處理之木材材堆同樣應依中華民國國家標準CNS總號3000「加壓注入防腐處理木材」之規定,選用健全之木材,並於注入前將其含水率調整至30%以下,惟使用硼化合物木材防腐劑者可於生材狀態下進行,此外,必要時可於注入前施以刺縫或機械加工(ex: 八面壓縮O&D)處理,以利提升藥劑之吸收量。
另木材防腐劑之選用則係以中華民國國家標準CNS總號14495「木材防腐劑」所列者為主,並將指定藥劑調配至合適濃度後進行。
而加壓注入處理之方式則如表2所示,可分為滿細胞法(充細胞法)及空細胞法兩類,
鑒於我國使用水溶性木材防腐劑為大宗,故業者亦多以含前後真空流程之滿細胞法進行藥劑之加壓注入處理。
待加壓注入處理流程完畢後應將木材乾燥至不妨礙使用程度,使木材防腐劑成分可完整固著於木材中(養護處理),一般約需7日以上之時間。
而詳細之加壓注入處理流程如次:
1、前真空:注藥罐先行排氣作業,抽除木材細胞內之空氣,以便防腐劑進入木材內,建議之減壓壓力為0.08 MPa(600 mmHg)以上。
2、木材防腐劑灌注:於真空狀態下快速導入欲使用之木材防腐劑於注藥罐。
3、加壓:完成藥劑導入後即開始進行加壓流程,使用壓力建議高於1.2 MPa以上,持壓時間則隨樹種而異。
4、洩壓排藥:解除壓力,並將木材防腐劑回收至儲藥槽內。
5、後真空:待藥劑洩除後再施行之真空作業,以便去除木材表面多餘之木材防腐劑。建議之減壓壓力為0.08 MPa(600 mmHg)以上。
表2、木材加壓注入防腐處理法
|
處理方法 |
原 理 |
適用的防腐劑 |
特 點 |
|
滿細胞法 |
對木材施加前真空;注入防腐劑;施加壓力,提高防腐劑的載藥量和透入度;洩壓,排出防腐劑;施加後真空,排出木材表層多餘的防腐劑 |
水溶劑型防腐劑和防腐油 |
處理質量高,生產力大,應用廣泛 |
|
空細胞法 (亦稱魯賓法或定量法) |
施加氣壓替代前真空,令罐內的壓力高出大氣0.2~0.6MPa,其目的是使木材細胞內的空氣壓縮,以便在藥液排泄時能將木材細胞腔內的殘餘液體反彈出去 |
有機溶劑型防腐劑和防腐油 |
同滿細胞法。但是,防腐劑得到定量,木材內多餘的防腐劑可回收 |
文章提供:楊德新教授