手壓鉋
手壓鉋(手押鉋)—手壓鉋主要用於鉋削平直、平整之基準面及直角邊。
手壓鉋之鉋削品質與出料台有關,需調整刀尖與出料台等高,而鉋削量則決定於進料台高低。
手壓鉋主要由迴轉刀頭、進料台、出料台及導板組成,通常,出料台面調整成與刀尖等高,故其鉋削量係由進料台及出料台之高低差決定。手壓鉋鉋削加工為重要且基礎之加工,它係利用在迴轉刀頭上安裝2~6支刀片(通常3~4支),以轉速約3600rpm鉋削木材表面,使表面平直及光滑,但無法定厚鉋削。其迴轉刀頭位於台面下方,必須以手握材料進料,故其鉋削品質受鉋削量(通常<1mm)及手動進料速度之影響。
由於木材乾燥過程中,因收縮導致材面產生駝背翹曲、弓形翹曲、瓦狀翹曲、捩轉翹曲等,皆必須透過手壓鉋鉋削平整後,後續才能以自動鉋鉋出預定之厚度。
手壓鉋可鉋削材面寬度依其台面寬度而定,一般常用的為12〞(305mm)及16〞(406mm),亦有小型6〞(152mm)桌上型手壓鉋,適用於個人工作坊。
手壓鉋構造
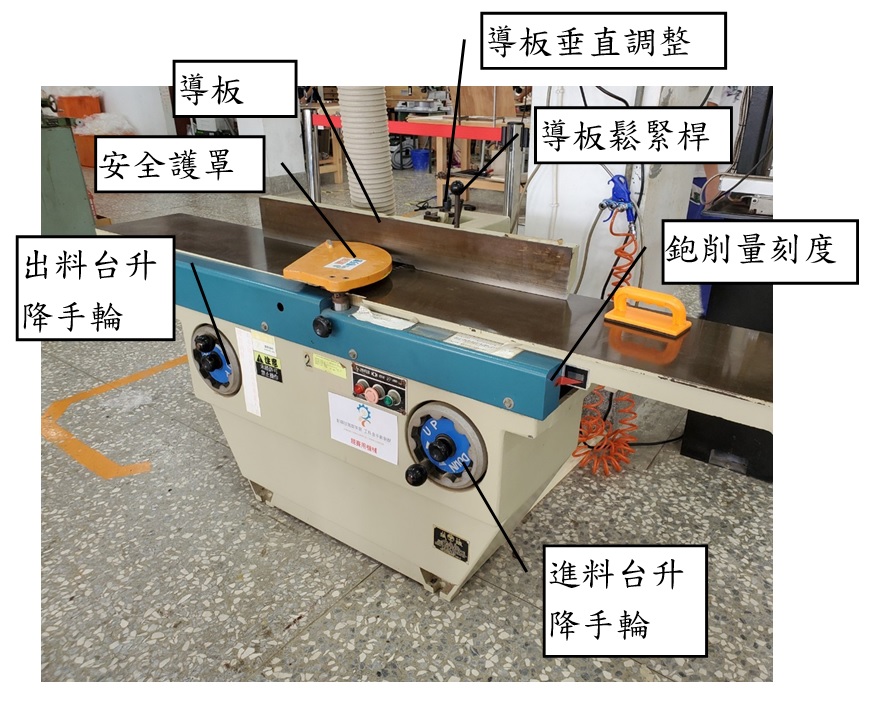
手壓鉋構造(圖/蘇文清提供)

桌上型手壓鉋
基本作業技法
一、調整刀尖與出料台等高:台面如低於刀尖則鉋削尾端會鉋凹下,台面如高於刀尖則只會鉋到前端,被鉋成尖削形。
二、調整台面與導板成直角:導板與台面未成直角,則料件會鉋成菱形。

調整刀尖與出料台等高(圖/蘇文清提供)
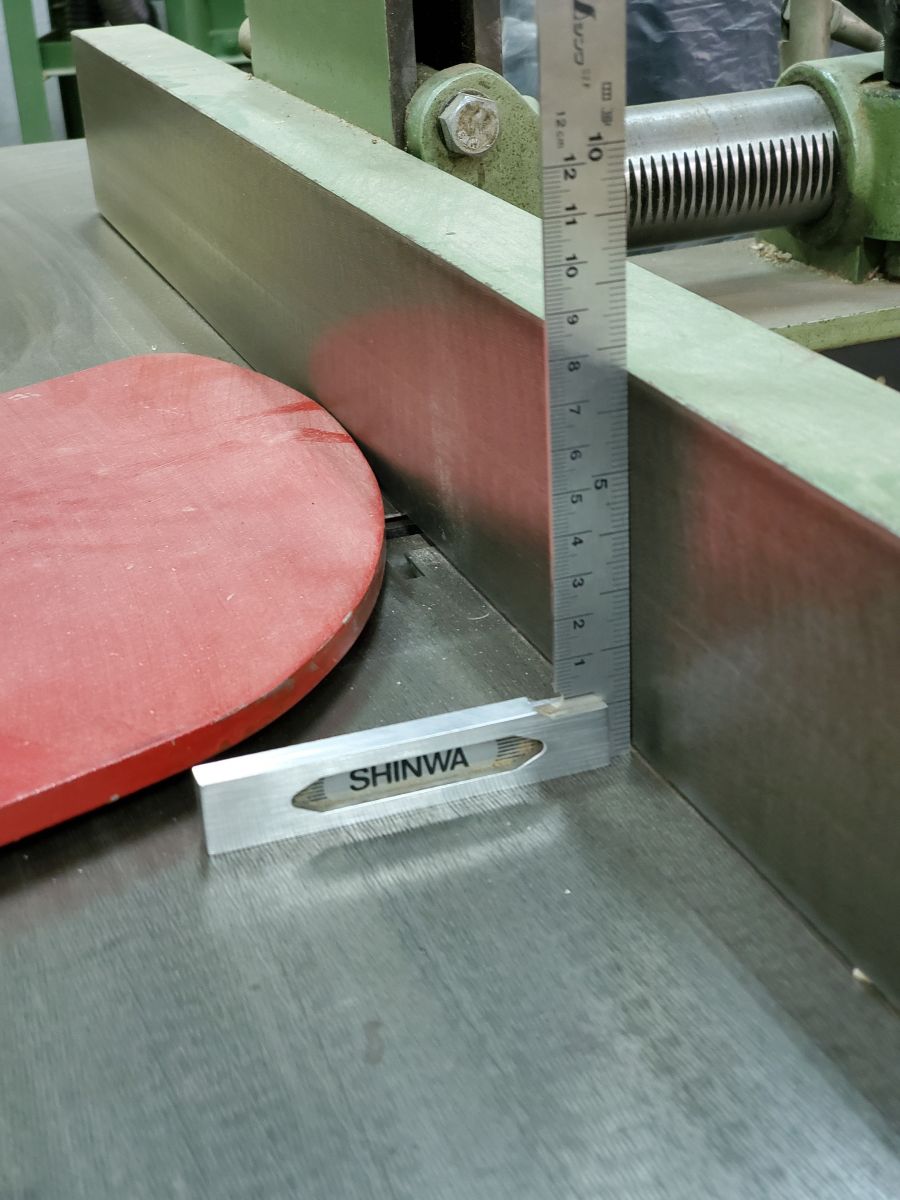
調整導板與台面垂直(圖/蘇文清提供)
三、基準面鉋削(鉋削板面):凹面朝下且順木理鉋削。
四、直角邊鉋削(鉋削側邊):鉋削平直之基準面緊靠導板,方能鉋得直角邊。

鉋削板面(圖/蘇文清提供)

鉋削直角(圖/蘇文清提供)
文章提供:蘇文清教授