角鑿機
角鑿機—角鑿機係在角材上鑽取一方形榫孔,此榫孔可為通孔、暗孔或斜孔,主要機構包括可前後、左右及上下移動之台面、材料壓緊裝置及角鑿固定裝置。
鑽孔時,將連接馬達之角鑿下壓至底即可。
角鑿係由鑽頭及方形割刃組成,市售角鑿規格有2分、3分、4分、5分、6分等,其中又以2~4分較為常用。
鑿孔時,鑽頭先鑽出中間圓形孔,方形割刃切除4個角落之殘餘料,而形成一方形孔。因此,鑽頭與方形割刃之高低位置會影響孔底之平整性,通常4分以下角鑿,其鑽頭割刃突出方形割刃約1mm,4分以上角鑿則突出2mm為宜(Rudkin, 2001 )。而且,由於角鑿鑿出之孔底無法平整,通常其深度會比榫頭深約2~3mm,以容納殘餘木屑及克服角落之不平整。
角鑿機構造

基本作業技法
一、角鑿與導板及台面垂直度調整:以短角尺調整或移動導板與角鑿割刃面緊貼亦可,以確保方正平直榫孔及孔壁垂直度。
二、鑽錐與方形割刃之位置:通常角隅割刃突出鑽錐割刃約1mm,不可突出太多,以免鑽錐鑽孔過深,同時,將角鑿排屑口朝前,以利風扇吹散。
三、鑿孔順序:先鑿兩側再鑿中間,以確保兩側孔壁之垂直度。
四、鑿方孔:此為一般鑿孔方式,鑿孔時,壓板需壓緊材料,以免被拉起。
五、鑿斜孔:台面可調整各種傾斜度,以鑽取斜孔,惟與它接合之榫頭榫肩亦需製成斜榫肩。
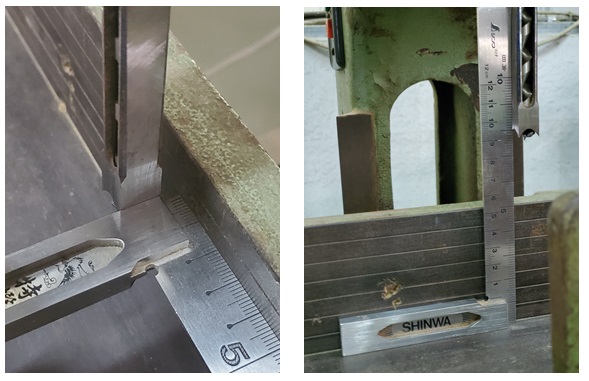
角鑿與導板及台面垂直度調整(圖/蘇文清提供)
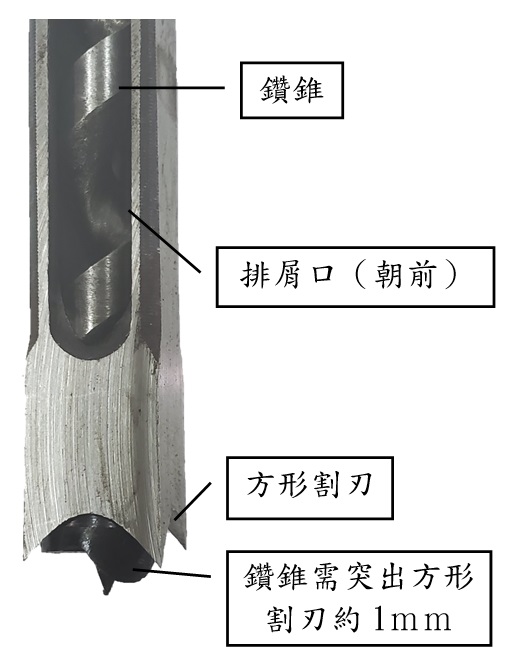
鑽錐與方形割刃之位置(圖/蘇文清提供)
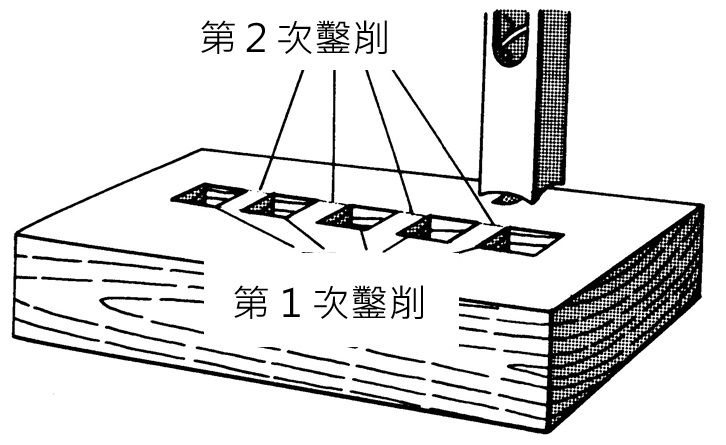
鑿孔順序(圖/蘇文清提供)

鑿方孔(圖/蘇文清提供)

鑿斜孔(傾斜10°)(圖/蘇文清提供)
文章提供:蘇文清教授