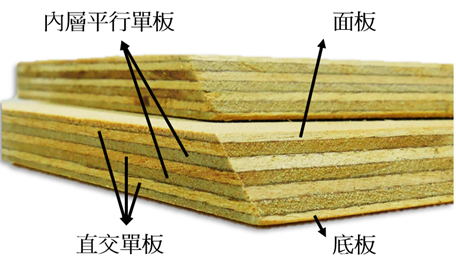
合板主要係以旋切(Rotary cutting;Peeling)或平切(Slicing)單板為原料(中層心板可以小角材構成),將各層單板以纖維方向相互直交並經膠合及熱壓後所得之多層結構板材。
其中,內層單板與面底板纖維走向垂直者稱為直交單板(Crossband)或副心板;而與之平行者稱為內層平行單板(Center)。
此外,從合板兩邊目視可見之中央層組(一般較外側層組為厚),則稱為中板或心板(Core)。圖1為典型普通合板示意圖。
依國家標準 CNS 1349所定義普通合板(Plywood)係指除了混凝土模板用合板、特殊合板、防焰合板、耐燃合板、施工架踏板用合板、結構用合板、防火門用合板以及運輸墊板用合板之外,利用3層以上旋切或平切單板(中層心板可以小角材構成)以纖維方向相互直交膠合而成,其表面未經貼皮、印刷及塗裝等加工處理之板材。
而依其結構之不同,主要可區分為全單板合板(Plywood of all-veneer construction;Veneer core plywood)以及木心合板(Lumber core plywood)兩種。
合板之製備主要需經選材、去皮(Debarking)、原木之加熱蒸煮、單板切削、單板乾燥/裁切、佈膠及組坯(Gluing and lay-up)、預壓及熱壓(Pre-pressing and hot pressing)、整修(Finishing)等步驟(圖2)。
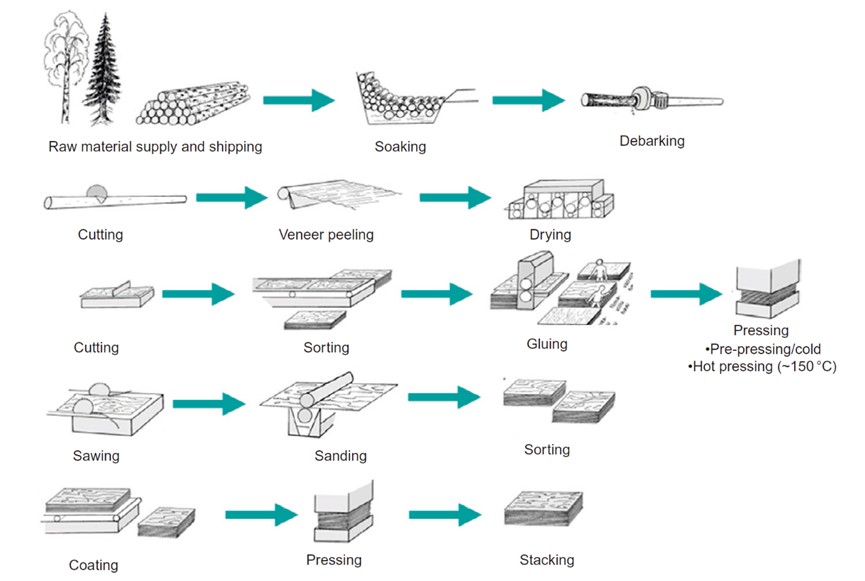
(圖2合板製造過程之示意圖(Hughes, 2015))
去皮
將原木進行去皮處理,可有效防止樹皮碎屑堵塞旋切機刀口,並減少機器之磨損程度,同時有利於目視評估原木缺陷。
原木之加熱蒸煮
為了提高單板之品質及利用率,於切削原木為單板前,需謹慎挑選原木,並考慮樹種、尺寸以及預期應用。隨後,將單板以溫度70–80oC之蒸汽或熱水進行加熱,此不僅可改變木材主成分之玻璃轉移溫度(Glass Transition Temperature,Tg),進而達到軟化木材及增進木材塑性效果之外,亦可減少單板切削時之刀裂(Lathe check)及動力消耗,以生產平滑且品質優異之單板。
單板切削
一般單板是由旋切機(Rotary lathe)進行旋切,利用刀具接觸迴轉之原木、連續的剝取薄的單板。
單板乾燥/裁切
除了使用濕熱法製造合板外,採用乾冷法與乾熱法製備者,須將濕單板先行乾燥以降低含水率後,方可進行組坯步驟。而常見乾燥機類型,主要包括以空氣對流為主之網帶式乾燥機和噴氣式網帶乾燥機;接觸傳熱為主之熱板式乾燥機;以及兼具對流及接觸傳熱之輥筒式乾燥機和噴氣式輥筒乾燥機。一般而言,乾燥機中溫度通常低於205oC,乾燥時間約為8‒10 min,而理想單板之最終含水率則為3‒6%。此外,單板裁切與單板乾燥之先後順序,則視合板製程以及乾燥機種類而定。
調板
所旋切出之單板需裁切成所需尺寸,如常見之3尺×6尺,或4尺×8尺等尺寸,如單板尺寸太小,或有缺點者,均在此階段進行調整,窄小者需拼接成所需尺寸,此階段是最耗人力者。調板步驟亦包含依製造之合板,三層、五層或七層等組合,以方便後續之佈膠作業。
佈膠及組坯
合板之耐水性會受膠合層之耐水性的影響。PF膠合劑為最耐水者(一類,Type1),MUF樹脂膠合劑其次,UF樹脂膠合劑則不適合使用在濕潤之室外條件下。佈膠是將膠合劑、增量劑、硬化劑、水分等相混合調整後,以佈膠機進行滾輪塗布。合板為奇數層,因此,三層合板是塗布在中層單板兩面,五層合板是塗布在第二、四層單板之表底面,而七層合板則塗布在第二、四、六層單板表底面,再將其組合成假膠合狀態。
堆積、預壓及熱壓
單板佈膠後堆放至一定數量後送入冷壓機,這段時間稱為堆積時間。堆積時間不可過長,過長時間可能因膠液之部分前硬化(precure)而導至膠合不良,又如使用拼接的中板時,也容易引起中板重疊。預壓壓力約10kgf/cm2,預壓可有效幫助膠合劑於膠合層中擴散,並減少氣泡與裂隙。熱壓所施加壓力之大小依樹種而異,比重大者可用較大壓力,一般柳桉單板約8-12 kgf/cm2,針葉樹單板約8-10 kgf/cm2。而熱板溫度則依膠合劑而異,UF膠為110-115oC,MF、UF膠合劑(三聚氰胺尿素共縮合膠)為115-120oC,PF(酚)膠為135-140 oC。此外,熱壓時間一般約2–15 min,其時間長短主要視板材厚度、膠合劑種類以及硬化程度而定。
整修
熱壓之後,將合板裁切成所需的尺寸,並利用自動修補或手工填充方式修復合板表面缺陷。 最後,對面板進行砂磨和分等,即完成合板之製備<並進行後續之包裝出貨作業。
普通合板之性質可參閱國家標準CNS 1349號規定,特別是關乎合板性質之膠合性能以及安全性之甲醛釋出量。
普通合板可分為一類合板與二類合板,
一類合板須經反覆煮沸水浸水一類(4小時煮沸,移至60±3oC烘箱經20小時乾燥,再浸入煮沸水4小時,移至室溫水中,以濕潤狀態進行膠合力試驗)或蒸煮處裡一類試驗(浸入室溫水2小時以上後,移至120±3oC下進行3小時蒸煮處理M再浸入冷水中冷卻至常溫,已濕潤狀態進行膠合性能試驗)合格者;
二類合板則須經溫水浸水二類試驗(浸入600±3oC水中3小時後,放置於冷水中冷卻至室溫,以濕潤狀態進行膠合性能試驗)合格。
其膠合性能所需之膠合剪力及木破率如表1所示。代表安全性之甲醛釋出量部分則應符合表2所標示之F1、F2與F3之要求。
表1 膠合性能之膠合剪力及平均木破率
|
單板樹種 |
膠合剪力(MPa) |
木破率(%) |
|
樺木 |
1.0以上 |
- |
|
山毛櫸、櫟木、硬槭、光蠟樹、榆樹 |
0.9以上 |
|
|
桂樹、楠木、栓木 |
0.8以上 |
|
|
柳桉、椴木或其他闊葉樹 |
0.7以上 |
|
|
針葉樹 |
0.7以上 |
|
|
0.6以上 |
50以上 |
|
|
0.5以上 |
65以上 |
|
|
0.4以上 |
80以上 |
表2 甲醛釋出量
|
標示符號 |
平均值 (mg/L) |
最大值 (mg/L) |
|
F1 |
0.3以下 |
0.4以下 |
|
F2 |
0.5以下 |
0.7以下 |
|
F3 |
1.5以下 |
2.1以下 |
合板業為台灣重要之木材工業之一,其發展較其他木質複合材料久遠,合板因具優異比強度及高剛性,故為建築構件之重要選擇之一,常應用於工程支架、木門窗框、地板以及木構建築等。
再者,於家具應用方面,由於木材具有材質緻密及色澤美麗等優點,所製備之合板兼具強度及外觀,故為人們取材之首選,主要可作為木質桌椅及系統櫃等。
另外,於運輸方面,可將其應用於車輛內裝及交通工具等;而包裝工業方面,則可作為運輸精密工程構件之包裝及封箱材料等。
文章提供:楊德新教授 、吳志鴻教授